


TGK20系列数控深孔刮削滚光机床
所属分类:
关 键 词:
TGK20系列数控深孔刮削滚光机床
咨询热线:
TGK20系列数控深孔刮削滚光机床
镗孔滚光机又叫镗孔滚压机、刮削滚光机、油缸刮削滚光机等,用欧洲先进的镗孔,滚压复合加工工艺,往复一次即可完成镗孔滚压功能。加工精度可达到IT8级,表面粗糙度可达到Ra005-0.2μm。主要用于液压油缸内孔精加工,该设备与传统的珩磨机相比具有低噪音、无污染的优势,并可大大节省劳动力成本,加工效率高。比老的镗孔+滚压或镗孔+珩磨可节省加工时间达80-90%。设备型号:3米,6米,9米, 12米(加工长度)--博奥刮削滚光机
加工能力:具备对缸筒内孔实现粗镗,半精镗,精镗和滚压一次性加工完成。生产效率大大提高,是传统珩磨加工方法的10倍以上。达到缸筒内壁的镜面效果(Ra=0.03um~0.2um)--博奥刮削滚光机
刮膛滚光机、深孔刮膛,效率比普通深孔和绗磨高5-8倍。它是专业制造液压油缸的加工设备,这是一个深孔技术上的改革、技术上的又一突破技术难题。它是把普通深孔用2-3次守序才能完成的工作,一次性的干完了。他把粗镗与精镗溶于一体,利用推镗一次完成粗精镗,在镗完后利用退刀的时机同时完成滚压这道手续。滚压加工,使工件粗糙度达Ra0.4。可以替代普通深孔和绗磨。深孔加工滚压技术是一种无切削加工,通过属性变形使内控表面达到工件要求的表面粗糙度滚压的几大优势:
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。
2、修正圆度,椭圆度可≤0.01mm。同轴度≤0.06mm/M,
3、提高表面硬度,使受力变形消除,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。--博奥刮削滚光机
通过滚光刀具在工件表面上的滚光和旋转,可将不平整处压平,同时将多余材料挤进间隙。由此可产生塑性变形。通过整个表面附近材料层的流动,达到平整效果,加工速度由加工材料和所需要的表面规格决定。
特点及优点:
1) 表面质量达到Rz<1μm
2) 极高的尺寸稳定性 ,公差等级为 IT8
3) 装配面加工安全快速且成本低廉
4) 仅使用一道工序
5) 滚光后表面更坚硬更耐磨
6) 非切削加工,噪音低
7) 刀具简单,无多余成本
8) 几乎无需冷却,可与各种冷却系统配套使用
9) 适应非常快且可以安全生产
10) 非常高的承重比率 (达到 90 %)
11) 与磨削,珩磨或研磨相比,非常经济。
12) 可以放置在各种传统和数控机床上使用。
13) 表面硬化介于 5 % - 10 %。
14) 处理时间短。
15) 使用寿命长。可以提高滑动零件的寿命,油压、气压缸的O型圈及衬垫等密封材料有树脂和金属。密封材料要与缸体发生磨擦,所以密封材料应与金属有好的顺应性,以及在保持密封性的同时不因磨擦而产生磨耗。由磨削加工及喷丸加工后的断面曲线形成凸起部分,这个凸起部分会显著磨损密封材料。而滚压加工是将凸起部分进行碾压,从而形成光滑的平面,与密封材料的接触流畅,明显减少了棒状滑动及磨耗,因此广泛用于汽车制动缸、油气压缸、阀体及缓冲器等制造领域。--博奥刮削滚光机
|
技术参数 |
TGK20 |
|
加工直径范围 |
Φ40-Φ200mm |
|
加工深度范围 |
1-12m |
|
机床导轨宽度 |
650mm |
|
主轴中心高度 |
350mm |
|
主轴转速范围、级数 |
120~1000r/min(4档 无级) |
|
主电机 |
30kW(变频) |
|
进给速度范围 |
5-3000mm/min (无级) |
|
刀具进给拖板快速移动速度 |
3m/min |
|
夹持工件直径范围 |
Φ40-Φ300mm |
|
进给电机 |
36Nm |
|
冷却泵电机 |
N=5.5Kw(三组) |
|
液压泵电机 |
1.5kW,n=1440r/min |
|
冷却系统额定压力 |
2.5MPa |
|
冷却系统流量 |
100L/min、200L/min、200L/min |
|
数控系统 |
SIEMENS808 |
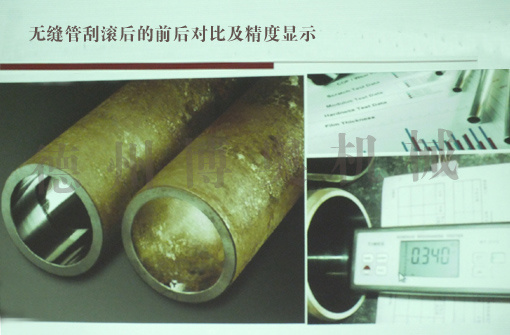
无缝管刮滚后的前后对比及精度显示(如下图所示)
客户留言


© 2022 德州博奥机械有限公司